 食品機械設備網(wǎng)
食品機械設備網(wǎng)
公司動態(tài)
等離子焊機的焊接方式
閱讀:230 發(fā)布時間:2020-4-15等離子焊機是指利用等離子弧高能量密度束流作為焊接熱源的熔焊方法。等離子弧焊接具有能量集中、生產(chǎn)率高琢岩、焊接速度快欣骏、應力變形小艳拿、電孤穩(wěn)定且適宜焊接薄板和箱材等特點阁雷,特別適合于各種難熔戒腔、易氧化及熱敏感性強的金屬材料(如鎢、鉬柒杯、銅掸枉、鎳、鈦等) 的焊接疑拯。
等離子氣體由電弧加熱產(chǎn)生離解磷妻,在高速通過水冷噴嘴時受到壓縮,增大能量密度和離解度矿矿,形成等離子弧搁赘。它的穩(wěn)定性、發(fā)熱量和溫度都高于一般電弧布筷,因而具有較大的熔透力和焊接速度肌坑。形成等離子弧的氣體和它周圍的保護氣體一般用純氬。根據(jù)各種工件的材料性質(zhì)缅糟,也有使用氦挺智、氮、氬或其中兩者混合的混合氣體的窗宦。

等離子焊機技術(shù)是在普通電弧焊的原理的基礎上赦颇,利用氬氣對金屬焊材的保護,通過高電流使焊材在被焊基材上融化成液態(tài)形成熔池赴涵,使被焊金屬和焊材達到冶金結(jié)合的一種焊接技術(shù)媒怯,由于在高溫熔融焊接中不斷送上氬氣,使焊材不能和空氣中的氧氣接觸髓窜,從而防止了焊材的氧化扇苞,因此可以焊接不銹鋼、鐵類五金金屬寄纵。

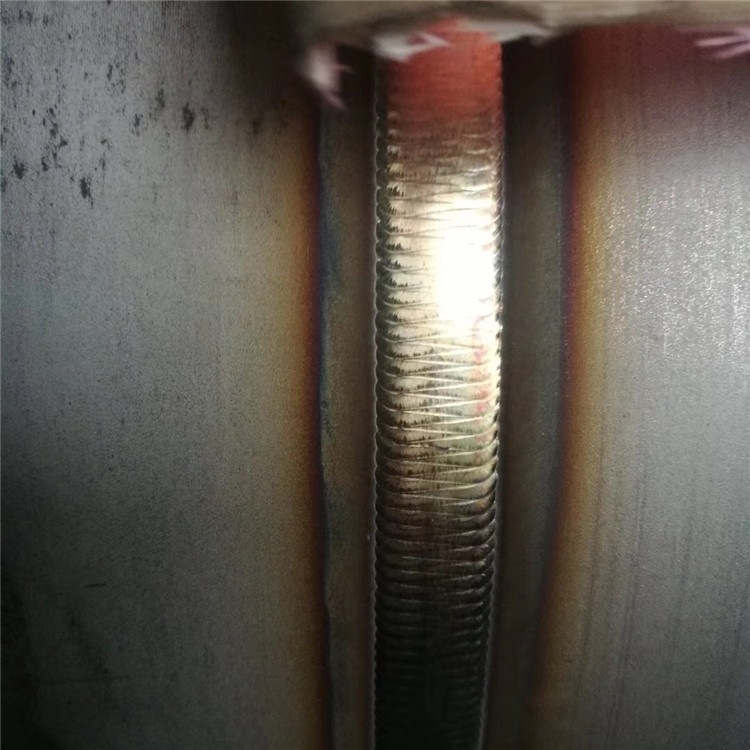
等離子焊機環(huán)縫焊接:等離子環(huán)縫焊接通過采用連續(xù)的旋轉(zhuǎn)鳖敷,并將邊緣向上滾動,直到圓形的邊緣在焊接站處相遇程拭。 此時定踱,焊接過程熔化并將管的邊緣熔合在一起,并且材料作為焊接管離開焊接點督羊。環(huán)縫焊接的輸出取決于電弧焊接速度和焊接所花費的總時間耸颁。 每次環(huán)縫焊接關閉并再次啟動時,都會產(chǎn)生一定量的廢料塑赁。 因此舞绝,環(huán)縫焊接用戶重要的問題是:對于外邊緣童丢,等離子工藝提供了很好的電弧穩(wěn)定性,并且需要較少的技能來控制焊接熔池割懊。 為了到達內(nèi)角和裂縫寸快,工藝允許鎢焊接電極延伸以改善通路。
1.可獲得大管磨機焊接速度烙赴。
2.電弧穩(wěn)定性汞阔,以獲得良好焊接質(zhì)量和一致性
3.焊接電極壽命的大小時數(shù)。
脈沖氬弧等離子自動焊機是通過高度集中的等離子束流獲得必要的熔化母材能量的這種焊接過程斑柬,通過等離子電弧的能是取決于等離子氣體的流量企舌,焊炬噴嘴的壓縮效果和使用的電流大小。普通電弧射流速度為80~1S0米/秒,等離子電弧的射流速度可以達到300?2000 米/秒筝野。在等離子焊炬中晌姚,鎢電極位于銅噴嘴內(nèi),該銅噴嘴在處具有小開口歇竟。在焊炬電極和噴嘴端之間弓I發(fā)弓I導電弧挥唠。然后將該電 弧轉(zhuǎn)移到待焊接的金屬上。如今焕议,等離子焊接保留了其為工業(yè)帶來的原有優(yōu)勢通過提供水平的控制和和準確度宝磨,在微型應用中生產(chǎn) 高質(zhì)是焊接并為高生產(chǎn)要求提供長電極壽命。